9月 SNSダイジェスト。人材教育、製品品質、労働環境 … 取り組みを発信
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

こんにちは。安曇川(あどがわ)電子工業です。ブログをご覧いただきましてありがとうございます。
安曇川電子工業は、教育研修、製品品質、労働環境、理念(パーパス)浸透 … 日々の取り組みを、SNS(X、旧twitter)で発信しています。9月の投稿ダイジェストを今回、テキスト、写真とともに紹介します。
目次
安曇川電子工業|あどがわ
@adogawa_e
·
9月2日
夏に上陸する台風は動きが遅く、不規則に迷走することが多いです。まさに今回の台風がそうでした。
高島市は幸いにも、今回の台風の被害が少なく、「せっかく備えていたのに、何もなかった」といえるのは幸せなことかもしれません。

出入りの電気工事屋さんと話していると、台風に備えていたが肩透かしを食ったようだと苦笑い。
九州や東海、関東など、被害が大きい地域を知っている分、素直に喜べない様子が伝わってきます。
安曇川電子工業|あどがわ
@adogawa_e
·
9月2日
ダイキン工業が8月末に毎年、盆踊り大会を開いています。
今年は50回目の節目で、会場となった淀川製作所(摂津市)には、ダイキン社員のみならず、地域住民が家族総出で訪れ、その数は3万人とも。
3万人の来場者を迎えるのは、新入社員や若手を中心とする実行委員で、スタッフを含めるとその数は1000人超に。


看板や会場地図の作成、当日の来場者案内など、常にお客さま(顧客)目線で企画、運営されており、ダイキンではこの盆踊り大会を、若手の成長を促す登竜門に位置づけています。
大会前からSNSを介して、子どもたちを巻き込んだポスターやうちわ制作の様子を紹介したり、会場までの交通アクセスを自分たちで撮影して案内したり。
お客さま目線で企画、運営する姿は、当社も見習いたいところです。商品やサービスは、提供する側と受ける側の双方に立って初めて見えることがあります。


安曇川電子工業|あどがわ
@adogawa_e
·
9月3日
横断歩道の白線間隔は、45〜50センチと定められています。その間隔が90センチに広がるかもしれません。
間隔を広げる背景はコスト削減です。間隔が広がると白線の本数が減らせます。
幅7メートルの道路の場合、間隔が45センチだと必要な白線数は8本、間隔が90センチだと6本で済みます。

コスト削減の一方で、目の不自由な人が横断歩道を認識しづらくなるという意見も。
光を感じない全盲の人は、白線塗料の盛り上がりを踏んだ感覚で、まっすぐ進めているかを確認しています。間隔が90センチになると、手がかりが半分になります。
ダイアログ・イン・ザ・ダークに参加したことがあります。
ダイアログ・イン・ザ・ダークは、光を遮断したうえで、視覚以外の感覚や会話を体験する場です。何も見えない状態で、人の声がそばで聞こえたときの安心は今も覚えています。
また視覚以外の感覚、足裏の感覚が研ぎ澄まされていくのも鮮明に。会場の、亀甲仕上げの床の感触がまだ、足裏に残っています。
横断歩道の白線コスト削減は、製造現場にも重なるところがあります。
製造現場でいちばん大事なのは従業員の安全、仕事のしやすさであって、それを達成するために必要なのが合理化やしくみ化です。
合理化やしくみ化ありきの組織改革には課題があります。

安曇川電子工業|あどがわ
@adogawa_e
·
9月3日
クイズ大会の応募開封作業にお邪魔しました。

良問が多く、おもしろかったですね。たくさんの応募があったのは、その証拠です。

全問正解した従業員は少なかったようですが、クイズの答えを考えたり、相談したりするのも楽しい時間ですね。

安曇川電子工業|あどがわ
@adogawa_e
·
9月4日
自転車で通勤していると、季節のうつろいを感じます。
秋の落ち着いた気候と、豊かな実りが待ち遠しいです。
たとえば、田には頭(こうべ)を垂れる稲穂があり、青々とした毬栗(いがぐり)も実っています。
またパンジーやビオラなど、10月の開花に向けて種まきをされる様子が見られます。

安曇川電子工業|あどがわ
@adogawa_e
·
9月5日
提案書や会議では、自分と相手の「行動」をはっきりさせることが欠かせません。たとえば提案書。
提案内容に相手が納得して、結論が出たものの、誰も行動しないということはありませんか。
それは結論が出たあと、誰が何をするかが不明確だからです。
提案書を書くときに、よく注意されました。
結論に合意が取れても、そのあとの「行動」を決めないと誰も動きません。
提案書や会議の最後では必ず、「自分は何をするのか」「相手に何をしてほしいのか」をはっきりさせます。
つまり、「誰が、何を、いつまでに行うか」です。自分と相手の行動を明確にして初めて、結論と行動が結びつきます。
安曇川電子工業|あどがわ
@adogawa_e
·
9月5日
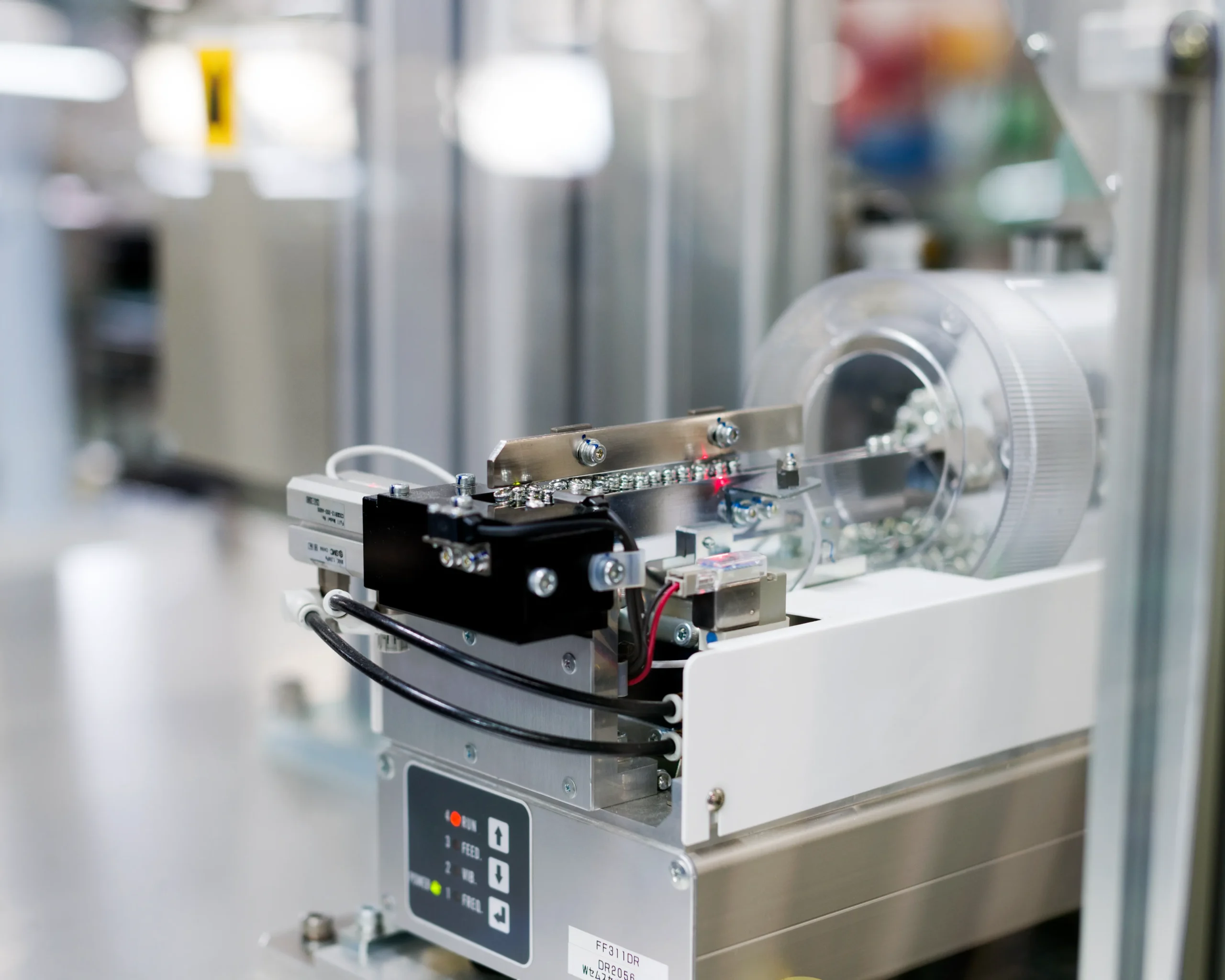
基板実装におけるコストダウン事例を紹介します。
「3種類の基板を1枚に集約。イニシャルコストを1/3に圧縮し、安定生産へ」
設計段階から参加し、生産現場の立場からご提案することで納期短縮、生産コスト圧縮を実現しました。
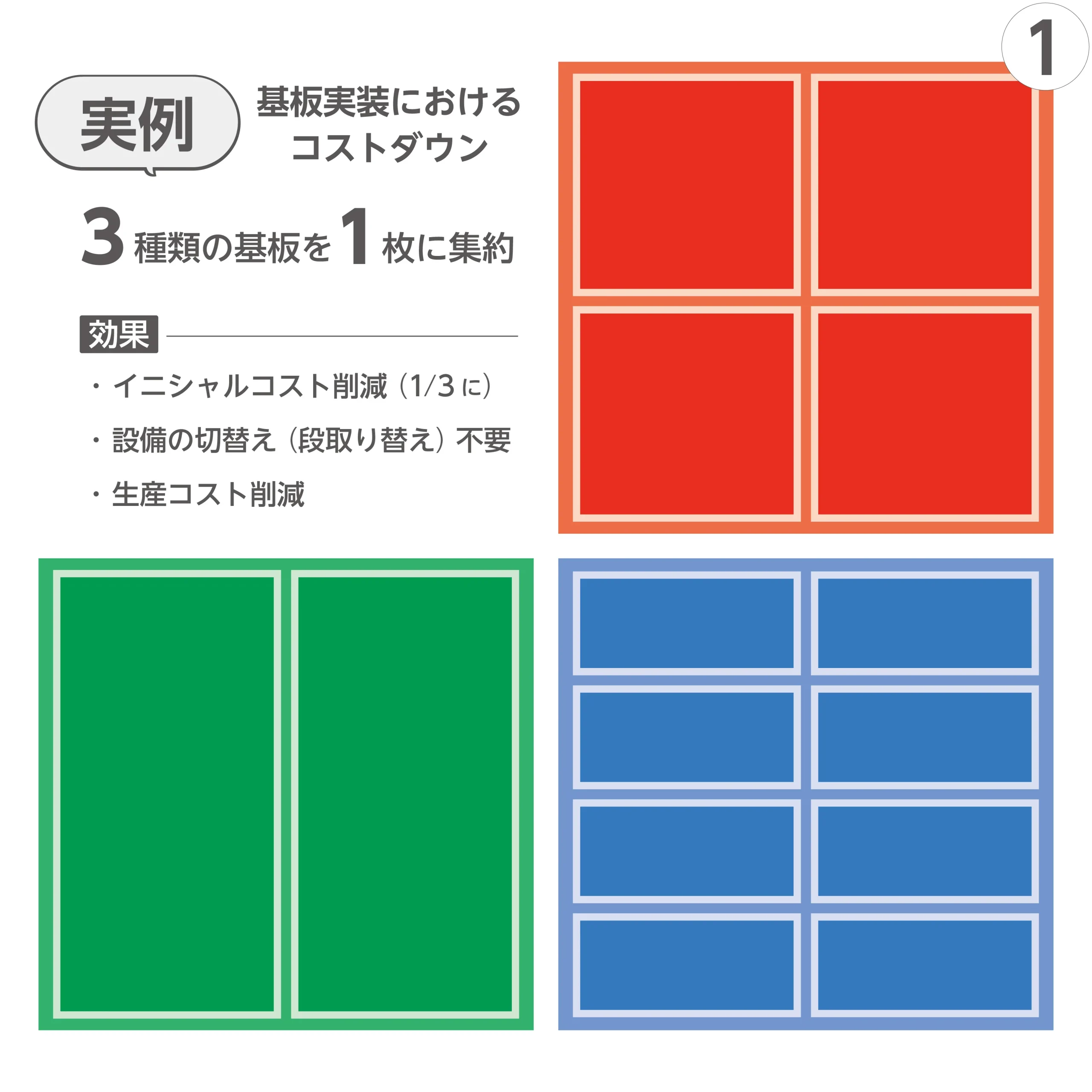
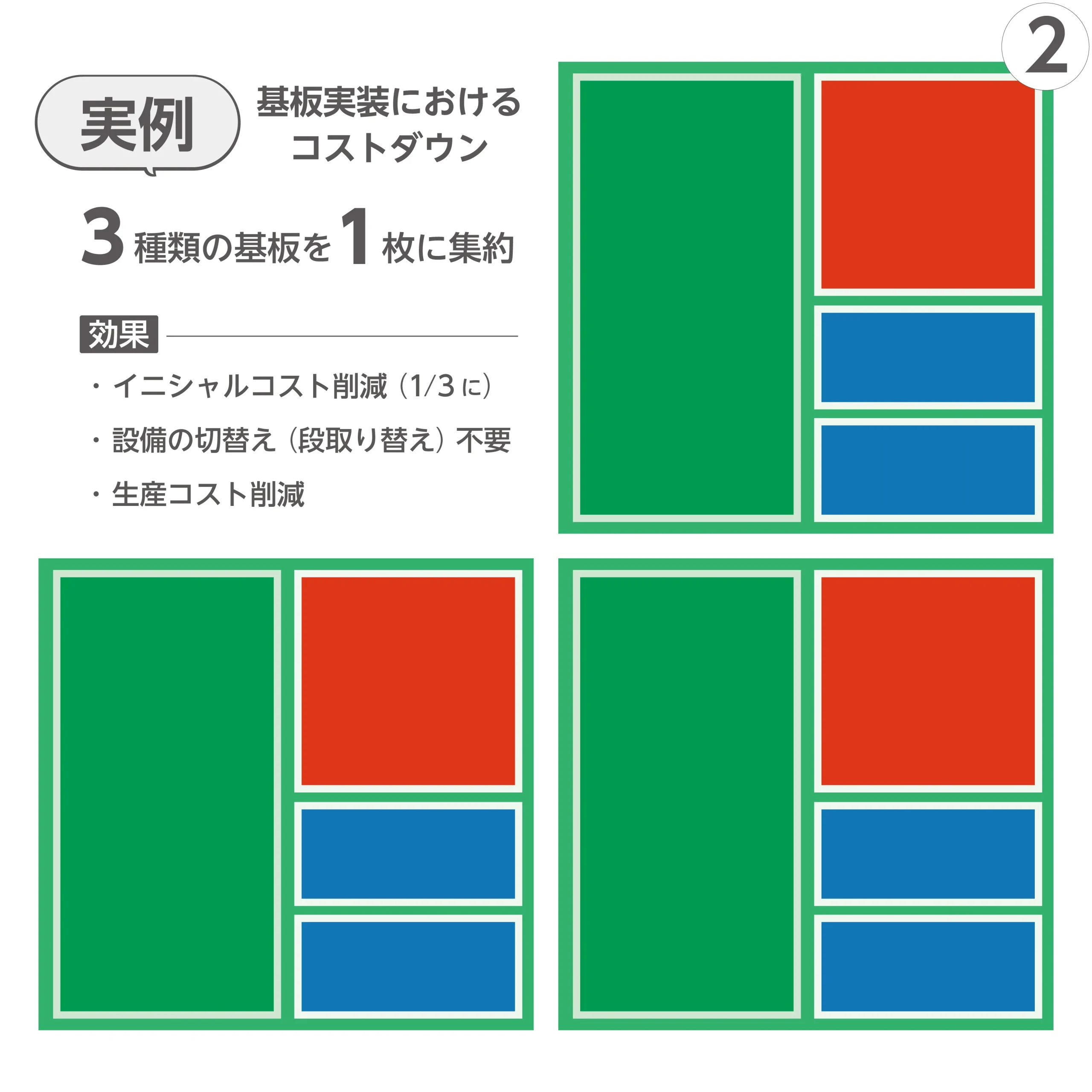
3種類の基板を、種類ごとに分けて製作するご依頼でしたが、それだとイニシャル費用がそれぞれに発生します。
また設備切り替えも必要になり、生産コストが上がります。
そこで生産現場の立場から、3種類を1枚の基板に集約することを提案しました。
3種類の基板を1枚の基板に集約することで、イニシャル費用を従来の3分の1に。
設備切り替えも不要で、納期短縮、生産コスト圧縮を実現しました。
安曇川電子工業|あどがわ
@adogawa_e
·
9月6日
仕事では5分先、10分先を読む意識を大切にしています。
5分先、10分先でも「未来を読む」と考えると大げさですが、先を想像して準備するということです。
たとえば車を運転していれば、誰もがつねに数秒先を読んでいます。
見通しの悪い通りから子どもが飛び出すと危ないから、速度を落とすとか。
ヒヤッとする場面に1度でも遭遇すれば、その記憶を頼りに数秒先を見据えて行動します。
先を読む力は、経験すれば磨かれます。ひとは知らずに先を読んで行動しています。
仕事では5分先、10分先を読む意識を大切にしています。
先を読む力を意識して、相手や自分の時間を大切にしたいと思います。

安曇川電子工業|あどがわ
@adogawa_e
·
9月6日
「情報活用」を他社と同様に当社も進めています。
情報活用と聞くとつい、デジタル技術を活用したDX(デジタルトランスフォーメーション)に結びつけて、思考も予算も膨らませがちです。
当社は情報活用を、離れた情報をつなぎ合わせて、生み出した情報に意味をもたせることだと考えています。



たとえば、「在庫」と、製造「進捗」という離れた情報をつないで、生み出した情報から部品「発注」という行動を見出すこと。
たとえば、事務所のプリンターが故障して直るのは30分後という情報を、離れた場所の従業員と共有して、従業員がプリンター目当てに事務所に立ち寄る無駄足をなくすこと。



デジタル技術があれば、離れた情報を楽に、正確につなげられることもありますが、情報活用の根底にあるのは情報連携、コミュニケーションです。
情報連携、コミュニケーションの大切さを忘れて、世間に乗り遅れないようにDXを進めても生み出されるのは結局、現場で使われないシステムかもしれません。



安曇川電子工業|あどがわ
@adogawa_e
·
9月9日
何かに気が付いて直していたら、いつのまにか人よりも秀でたところができると思います。
たとえば、気が付くから、自分に似合うもの、必要なものが選び取れるし、時代遅れにならずに今を生きられます。
人や持ち物など、周りとのバランスを保ち、気が付いたらすぐに行動する。


たとえば、本を読んでいて、打ち合わせをしていてふと、知らないことばかりだな、と気が付けば、知らなかったこと、分からなかったことを調べたり、学んだりします。
そういうちょっとした「気付き」と「行動」の積み重ねが、その人を作り、いつのまにか人よりも秀でたところができるのだと思います。

安曇川電子工業|あどがわ
@adogawa_e
·
9月10日
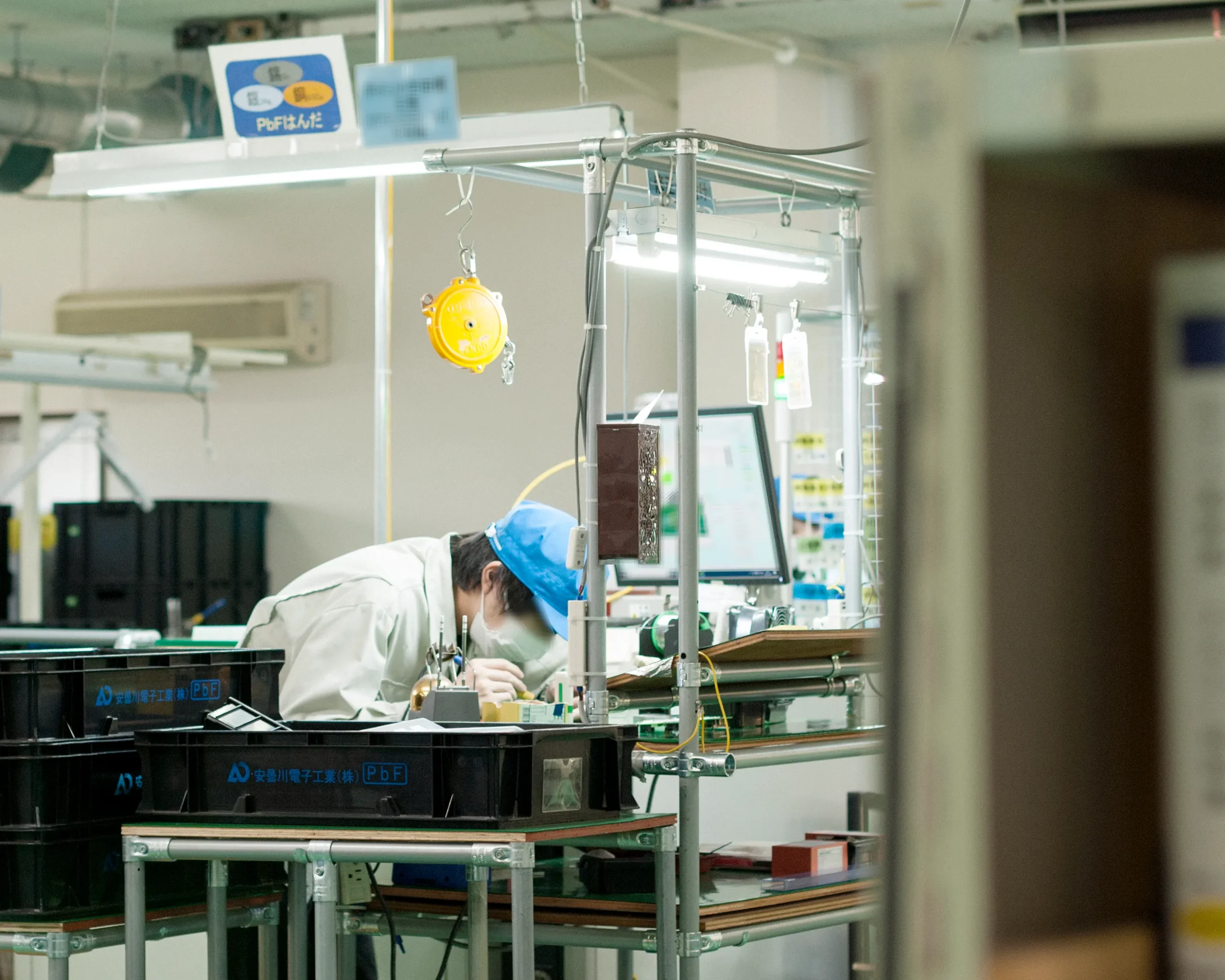
ちょっと失敗しました。現場撮影は、三脚が仕掛品にぶつかったり、仕掛品を供給する従業員の邪魔にならないように気をつけています。
それに加えて、従業員に声をかける際は、従業員の視界に一旦入ってからでないといけませんね。声をかけて少し驚かせてしまいました。ごめんなさい、以後気をつけます。



安曇川電子工業|あどがわ
@adogawa_e
·
9月11日
1件の重大事故の影には、300件のヒヤリ・ハッとがあるといわれます。
たとえば、仕掛品を台車で運ぶ際に、通路の段差でコンテナを崩しかけたり、現場撮影の際に、作業者の視界外から声をかけて作業者を驚かせてしまったり。
これらもヒヤリ、ハッとする経験です。
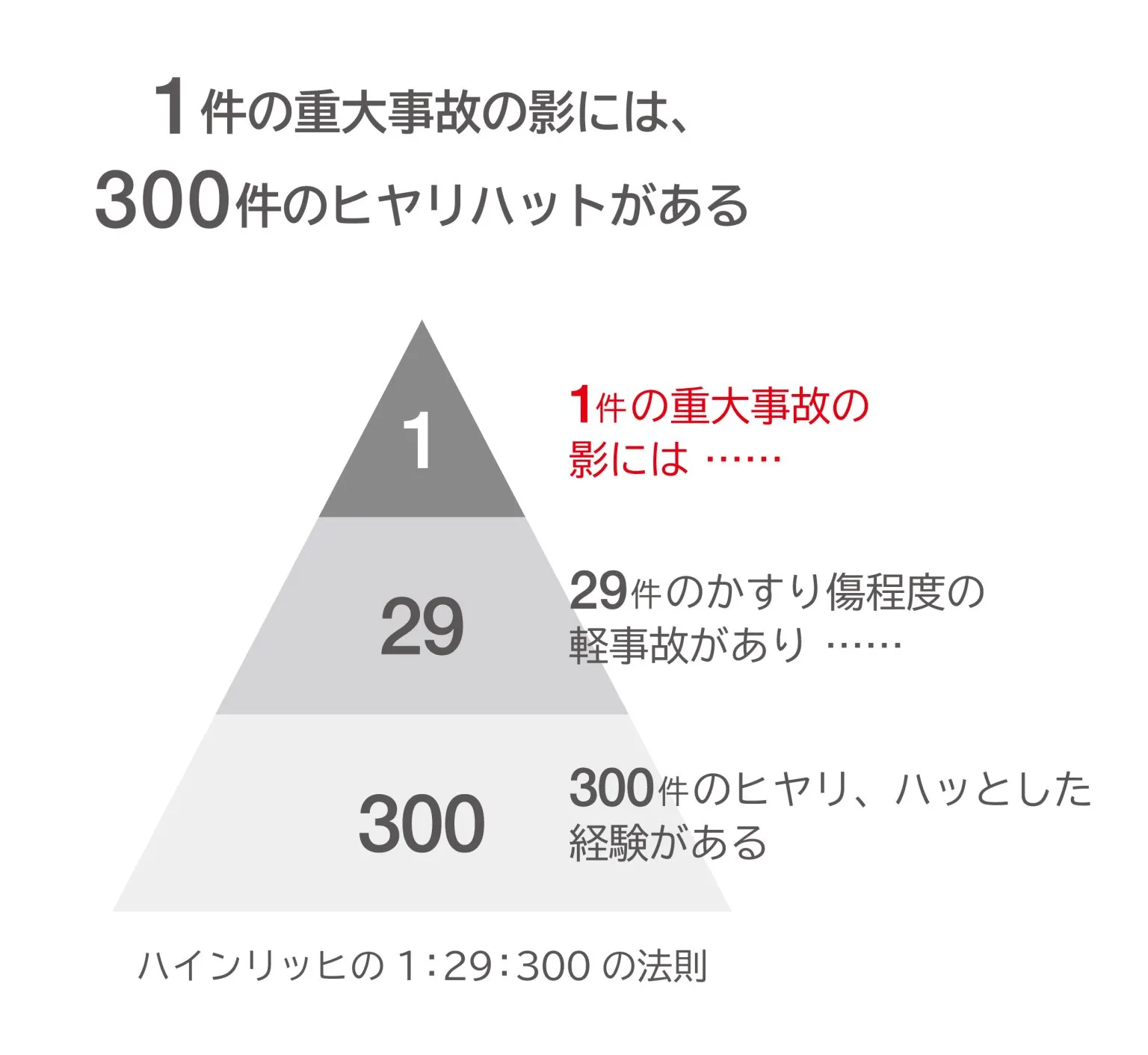

個人のヒヤリ、ハッとは、共有してこそ活かせます。ヒヤリ、ハッとを、個人の失敗で留めると、いつかは社内で1件の重大事故につながります。
個人の失敗、課の課題は、部課を横断して共有してこそ活きるものです。
また失敗や課題を皆で共有できる雰囲気、解決に向かえる社内文化の醸成が大切です。

安曇川電子工業|あどがわ
@adogawa_e
·
9月11日
当社は、デマンド監視装置を導入して電力使用状況を見える化しています。
生産活動のムダ(不良率)を減らして限りある資源を有効に活用したり、エネルギー使用量を、設備稼働効率を見直して改善したり。
身近なことから環境対策に取り組み、環境負荷の低減と経済的な利益の両立を目指しています。


安曇川電子工業|あどがわ
@adogawa_e
·
9月11日
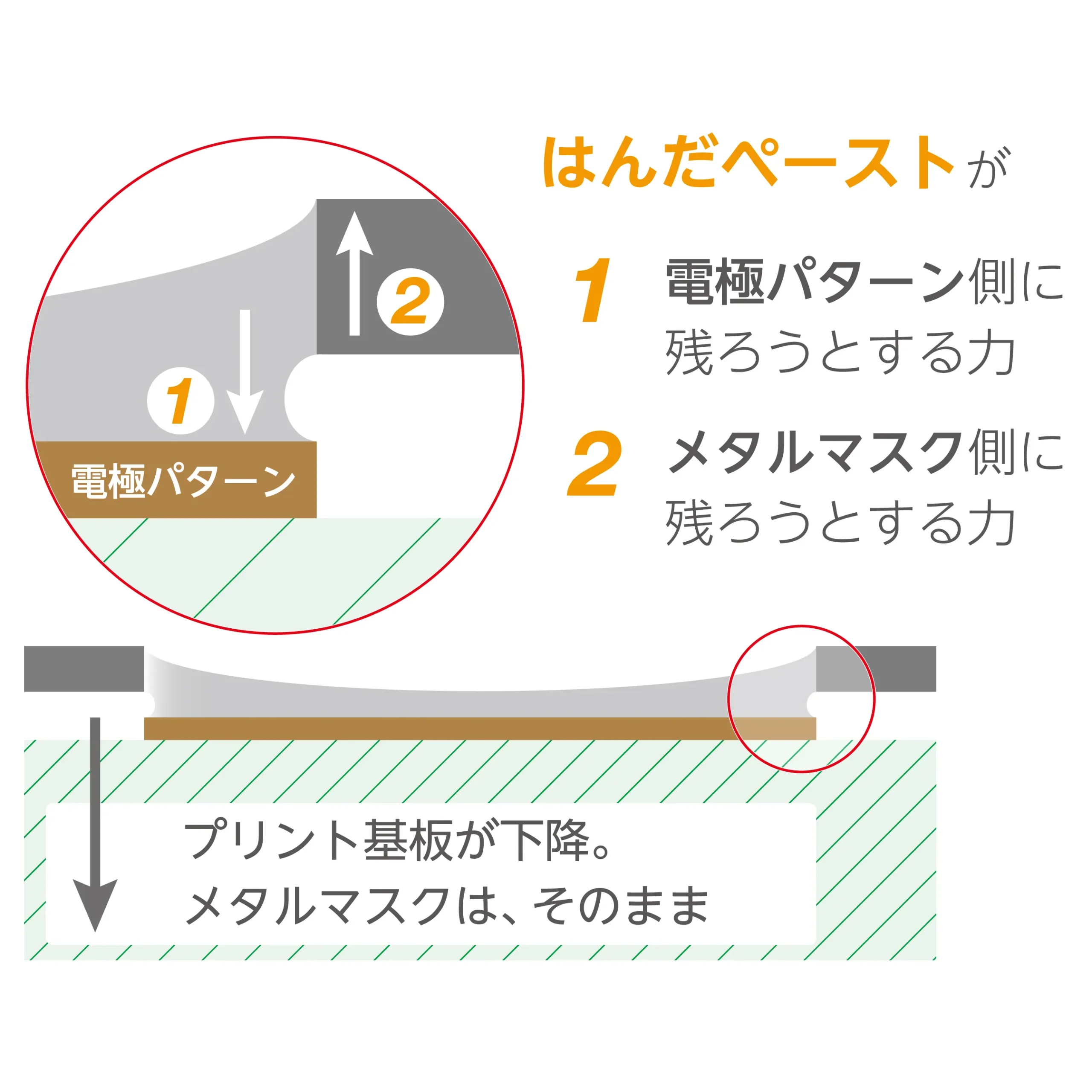
引き戸を修理しました。戸の滑りが重く、開け閉めができない状態に。原因は、戸車(とぐるま)の経年劣化です。

レールの変形や戸車の油切れなど、考えられる原因のなかで真の原因を探り、改善する過程は、品質不良の原因を探り、改善する過程に、問題解決型のQCストーリーに通じるところがあります。
(1)改善テーマを決定
(2)問題点発生の現状を把握
(3)問題点の要因を見つける
(4)改善方法を検討
(5)改善案を決定
(6)改善案を実行
(7)改善の効果を確認
(8)改善策が定着するように管理、見直す
当社はQCストーリーで品質改善を推進して、品質不良やクレームの再発を防いでいます。


安曇川電子工業|あどがわ
@adogawa_e
·
9月11日
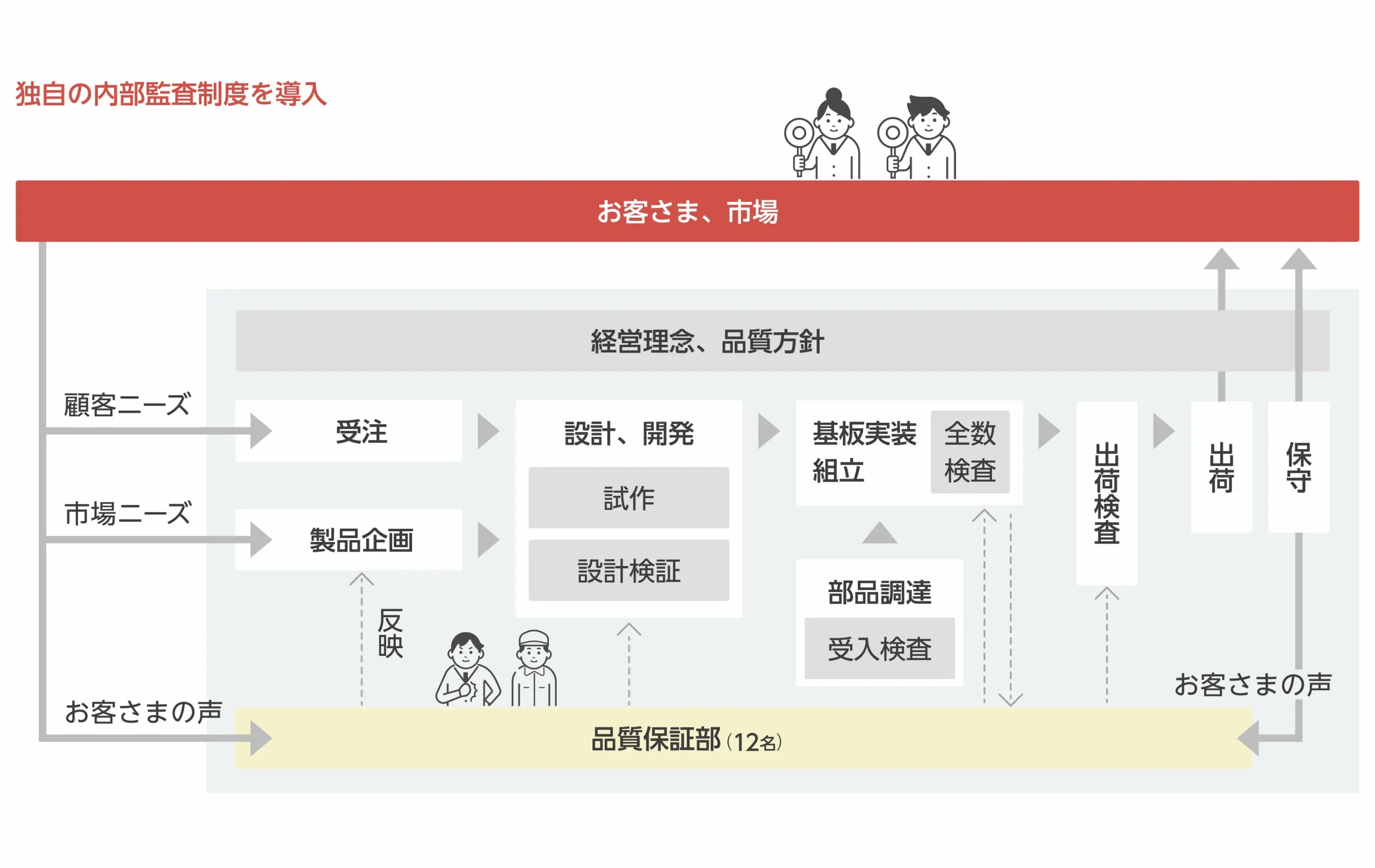
独自の内部監査制度で、お客さまの声を製品品質に反映しています。その土台が品質保証部です。
現場で実装、組立後の全数検査を終えた後に、出荷検査(出口検査)を行います。


出荷検査は、お客さまに製品をお渡しする最後の工程であり、お客さまの信頼を得る、次につなげる最初の工程です。
安曇川電子工業|あどがわ
@adogawa_e
·
9月12日
ミスが起こりやすい要因として、「初めて」「変更」「久しぶり」があげられます。「3H」は、3つの要因の頭文字です。
当社は3Hに4M(人、設備、材料、方法)をかけ合わせて、予想できるトラブルを具体化、見える化しています。
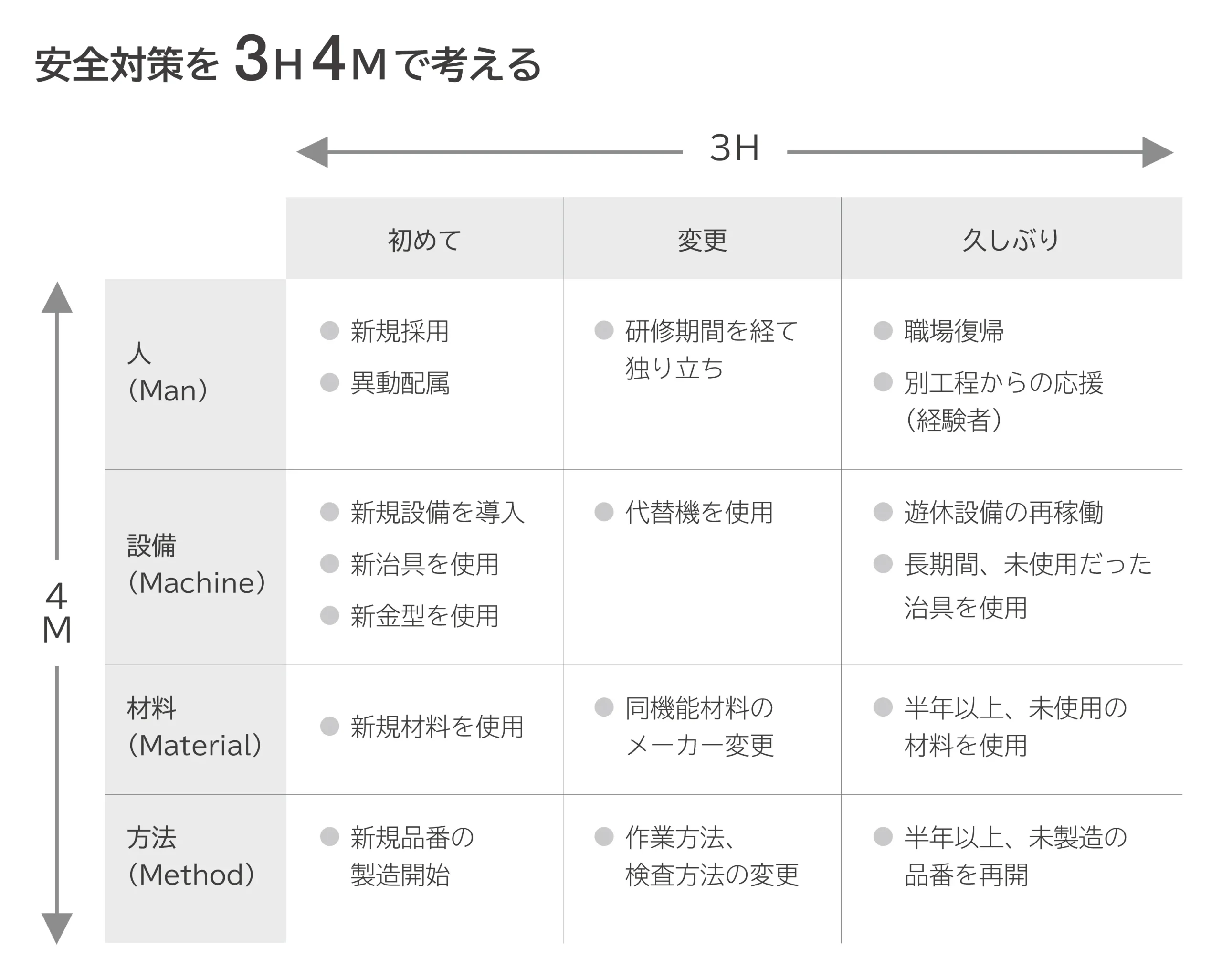
そのうえで、従業員の安全対策を図り、品質不良の発生を抑えています。



安曇川電子工業|あどがわ
@adogawa_e
·
9月12日
情報発信は、当社の取り組みを社会に、お客さまに、ひいては従業員とその家族に伝えるために始めたものです。
情報発信を20か月続けるなかで、現場からどう情報を集めてどう見せるか、その難しさを実感する毎日です。
幸いにも新規、既存のお客さま、従業員から声をかけられることが増えました。

一方で撮影時の、従業員への配慮に欠ける場面もあります。撮影のたびに振り返り、どうすれば良かったか考えています。
また新しい取り組みには、周囲からの文句や愚痴がつきものです。
ただ、文句や愚痴を発した後は不思議と、言葉を残した本人のなかに虚しさが残るのも誤魔化しようのない事実です。
文句や愚痴は、どうしたらもっと良くなるか、どうしたら従業員が同じ方向を向いて、今後の社内を盛り上げていけるか、そういった提案がともなえば、文句や愚痴を残した本人も、周りも前向きになれます。
文句や愚痴は提案といっしょに。そんな文化が生まれれば、社内にさらに活気が出ると思います。

安曇川電子工業|あどがわ
@adogawa_e
·
9月13日
工場見学に先日、当社に興味を持っていただいた企業がいらっしゃいました。この企業が提供する製品、サービスは、私たちのうつりかわる価値観、生活に欠かせないものです。
お客さまと接する営業や現場担当者は、お客さまの要望をうかがい、言葉にする役目を担っています。


営業や現場担当者は、自社の強み(中核能力、コアコンピタンス)をお客さまに伝えることも役割のひとつですが、伝えるべき強みは、お客さまから求められる仕事に対しての強み、つまりお客さまの満足あってのものです。
そのためにもまずは、お客さまの要望をうかがうことを大切にしています。


担当者の提案を聞いて初めて、お客さま自身が何を欲していたのか気づくこともあります。
また対話を通して、お客さまのなかに別の視点が生まれることもあります。
お客さまの言葉の背景にはどんな意味があるのか、そんなことをいつも考えているひと、会社がお客さまから信頼を得られると思います。


安曇川電子工業|あどがわ
@adogawa_e
·
9月17日
生産現場の工夫や教育研修の様子は、言葉と写真で、見るひとにその場の雰囲気が伝わるようにしています。
設備や製品など、ものだけを写すよりも、設備を扱う、製品を作り上げる従業員に焦点をあてて伝えたいと思っています。
それは、従業員こそが当社の強みであり、大切にしたいところだからです。
一方で、写りたくない従業員への配慮も忘れてはいけません。撮る前には声をかけたり、写り込んだ場合には、判別できないように加工したり。
また公開に適するかどうかは、「肖像権ガイドライン 〜自主的な公開判断の指針〜」(デジタルアーカイブ学会)を参考に判断しています。
安曇川電子工業|あどがわ
@adogawa_e
·
9月18日
品質保証体制診断が先日ありました。
品質保証体制診断は、新しいお客さまと取引を始めるにあたって、お客さまが求める品質保証体制を当社が整えているか確認していただくためのものです。
診断は、当社の品質保証体制の仕組みや聞き取り調査に始まり、生産現場を実際に確認いただきます。

たとえば品質保証体制の仕組みの診断では、品質保証・管理体制を始め、製造、検査管理から不適合管理、教育まで。
また現場確認では、作業工程や検査工程、設備、治工具をチェックリストに沿って確認いただきます。
いずれも、診断があるから準備するものではなく、常日頃から整備しておくものです。

当社は生産品質や管理体制の改善を日々、現場と品質保証部が連携して行っています。
品質保証体制診断は、当社の品質保証体制をお客さまに示し、取引先として信頼していただく場です。
また、当社の至らない点を客観的に指摘いただき、改善に取り組む成長の機会でもあります。

安曇川電子工業|あどがわ
@adogawa_e
·
9月18日
文化や風土は、それぞれの会社にあって、厄介なのは会社に入ってみないと自分に合うかどうかが分からないところです。
会社の文化や風土とは何かと考えると、従業員が、会社に存在する考え方や行動、習慣を、あって当たり前と捉えたとき、そこに文化が生まれます。


当社にも文化や風土があります。見直したほうがよいと思う文化があります。一方で、すてきだなと思う文化があります。
すてきだなと思う文化はたとえば、「許す」「受け入れる」という文化です。


挑戦を許す、失敗を許す、ひとを許す。
許すことで、受け入れられます。受け入れることで自分も会社も前に歩き始められます。
今ある文化に染まるか、新たに文化をつくるか。
当社は57期を、10月に迎えます。



安曇川電子工業|あどがわ
@adogawa_e
·
9月19日
品質改善の基礎知識を、外部講師を招いて学んでいます。4回にわたる講義の最終回が先日ありました。
最終講義の内容は、品質改善計画の立案と発表です。
これまでの講義から学んだ品質改善の知識を活かして、自分たちが働く生産現場に当てはめて考えてみます。



生産現場には、気付いていたけれど言葉にしなかった、できなかったことがあります。
その気付きを言葉にしようともがくことで、またグループワークという他者(他社)に伝える、他者の言葉を聞く場を設けることで初めて、自分たちのなかに、生産現場に問題が存在するという旗(フラグ)が立ちます。



問題意識は、各々が持つ理想的な状態と現在とのギャップです。
つまり、現状で満足して、現状が理想なら問題意識は芽生えません。問題はあくまでも現状にあります。
対して課題は、各々が持つ理想的な状態と、問題がある現状とのギャップを埋めるためにやること、やると決めたことです。



知識は品質改善に限らず、黙々と覚えれば身につきます。
一方で、考え方、問いかけ方は他者(他社)を介してこそ思考が深まります。
4回にわたる一連の講義の意義は、品質問題の真の原因にたどり着くまでの、他者との試行錯誤の過程を体験することにこそあったのではないかと思います。


安曇川電子工業|あどがわ
@adogawa_e
·
9月20日
『落日のなかを燕(つばめ)の帰るかな』とは、与謝蕪村(よさぶそん)の句です。
春先に飛来したつばめが子育てを終え、南の国へ渡っていきます。
つばめよけに張ったネットを、今朝から取り外しています。

夏の陽射しが衰えはじめ、秋ならではの寂しさを一日の勤務を終えるころの空に感じます。

安曇川電子工業|あどがわ
@adogawa_e
·
9月24日
どんなチーム(課)を作りたいか。57期の経営方針にそって、課内で意見を交わし、言葉にする場を毎年設けています。
経営方針や戦略など、上意下達(じょういかたつ)で「決まったのでやりましょう」と伝えても従業員の納得感は得られず、当事者意識は喚起されません。

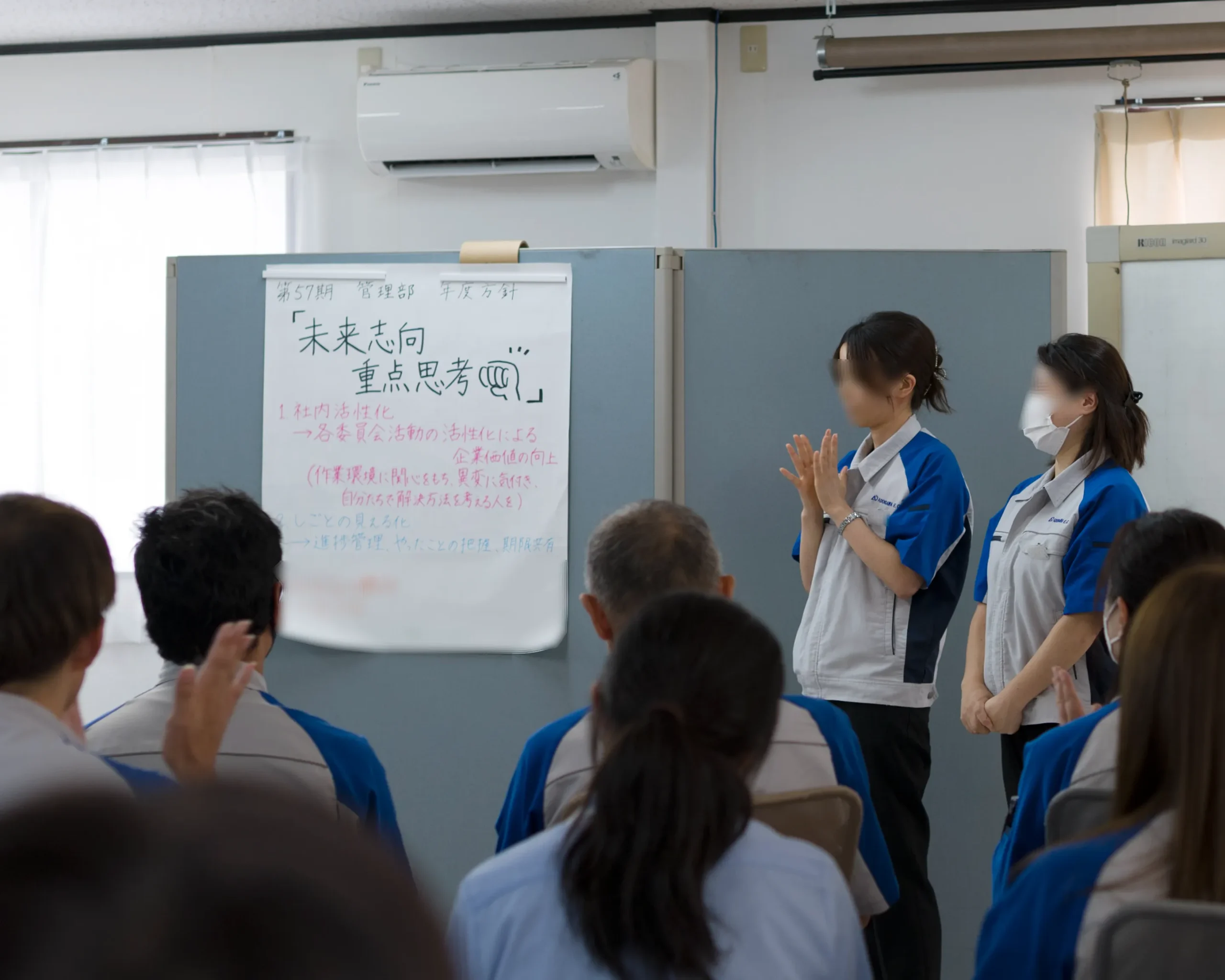
従業員の納得感や当事者意識を喚起するなら、方針が決まるまでの進捗を共有する勉強会や、方針が個人の業務とどう結びつくかを照らし合わせるワークショップが有効です。
従業員の意見を全て反映する必要はなく、議論する意義は、「ともにつくっていく」という意思を従業員のなかに生み出すことです。


全社での取り組みが難しいなら、課で共有された内容をもとに、「自分たちはこれに取り組む」と従業員に決めてもらうのも一案です。
作成過程の方針でも、従業員が自分の業務と照らす機会が多いほど、決まった方針に腹落ちしやすく、そうした機会を設けることが理念や方針を浸透させる助けになります。


しくみづくり、未来志向、社内活性化、企業価値向上 ……。
あいまいな表現、心地の良い言葉を羅列して満足するだけでなく、その言葉で伝えたいことを深堀りして、伝えたいことを体現するためにはなにが必要かを自身に問い続けること、物事を途中で投げ出さずにやり遂げる気力が求められます。


安曇川電子工業|あどがわ
@adogawa_e
·
9月25日
57期を迎えるにあたって、組織変更があります。
新たにリーダーに就く従業員がいます。課員(チーム)との信頼関係構築は、リーダーとして成長するうえで業界を問わず、多くの人がつまずくハードルです。
リーダーとしての経験が浅い頃に陥りがちなのが過干渉(マイクロ・マネジメント)です。


たとえば、前任者を意識して自分の色を出そうとするあまり、細部にまで口出しすること。
その結果、課員が萎縮したり、リーダーの限界が、課の限界になったりということも。
根底にあるのは、指示しないと生産性が上がらないとか、段取りを変えたら嫌われるとか、相手を信頼していない裏返しです。


リーダーの足らない部分は、課員が補ってくれます。そう考えると、リーダーは課員を管理するのではなく、力や知恵を借りるものだという認識に至ります。
手抜きや反抗的な態度を取られることもあります。その場合も、とがめるのではなく、仕事の線引きを守ってリーダーの領分に徹するほうがよいです。
自分のなかで方向性が曖昧なまま、業務を丸投げしていないか。認識をすり合わせる時間をきちんと取ったか……。
リーダーの職分を果たしたかを振り返ったうえで、自分に恥じない仕事をしていれば相手も応えてくれます。
それが課員(チーム)との信頼関係を築く一歩であり、唯一の方法だと思います。

安曇川電子工業|あどがわ
@adogawa_e
·
9月27日
帳票(ちょうひょう)は、お金の流れを記録する帳簿や伝票の総称です。見積書や納品書、請求書といった帳票が一般的ですが、製造業特有の帳票もあります。
たとえば作業指示書や出荷指示書、現品票、設備点検表なども帳票にあたります。
また「ワンポイントレッスン」もそのひとつです。

「ワンポイントレッスン」は、現場への品質教育を目的のひとつにした帳票です。
作業指示書(作業手順や安全事項などを現場の従業員に説明するための帳票)とは別に作っています。
掲載内容はたとえば、「製造現場には鉛筆、シャープペンシル、消しゴムを持ち込まない」「手袋の交換基準」などです。
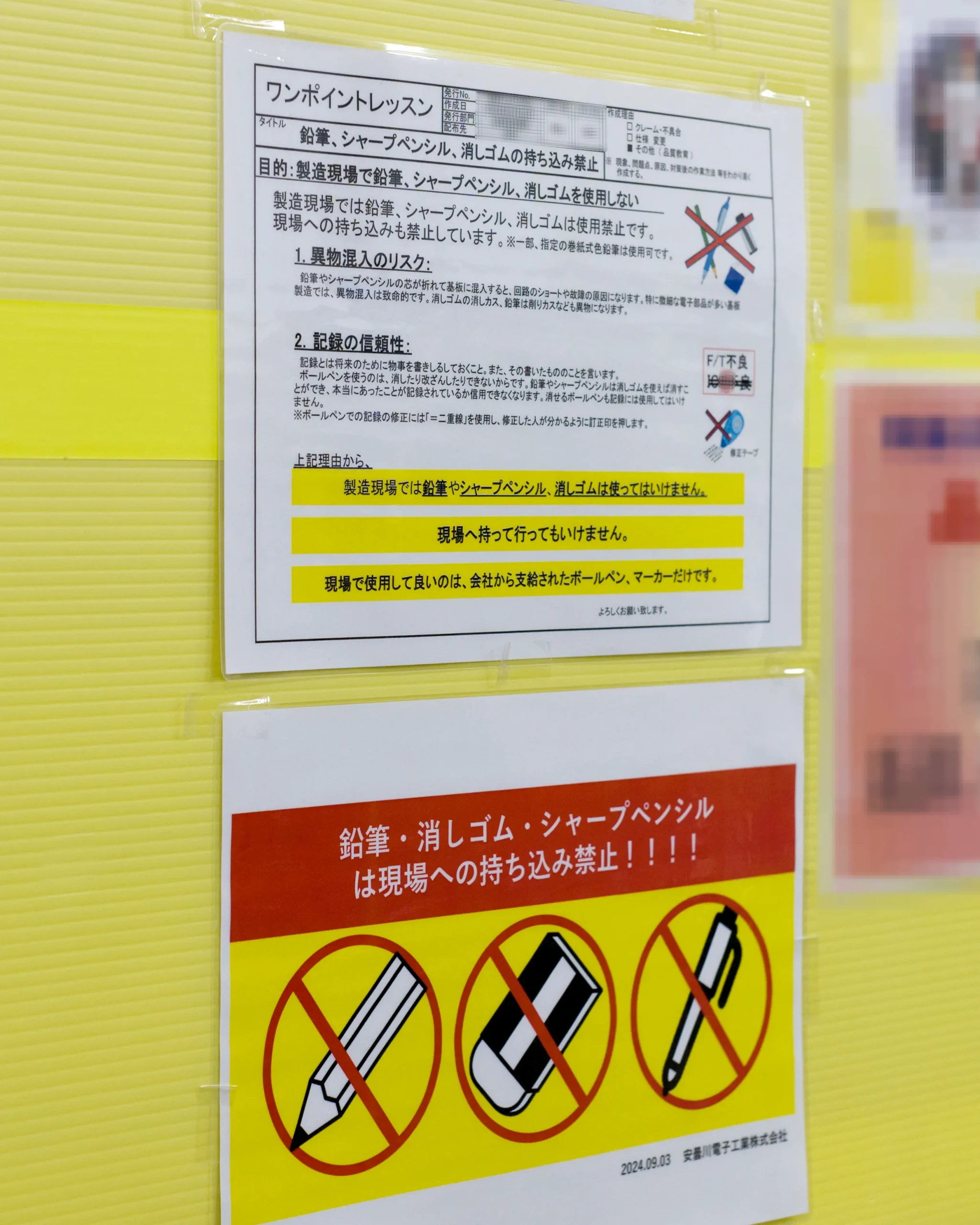
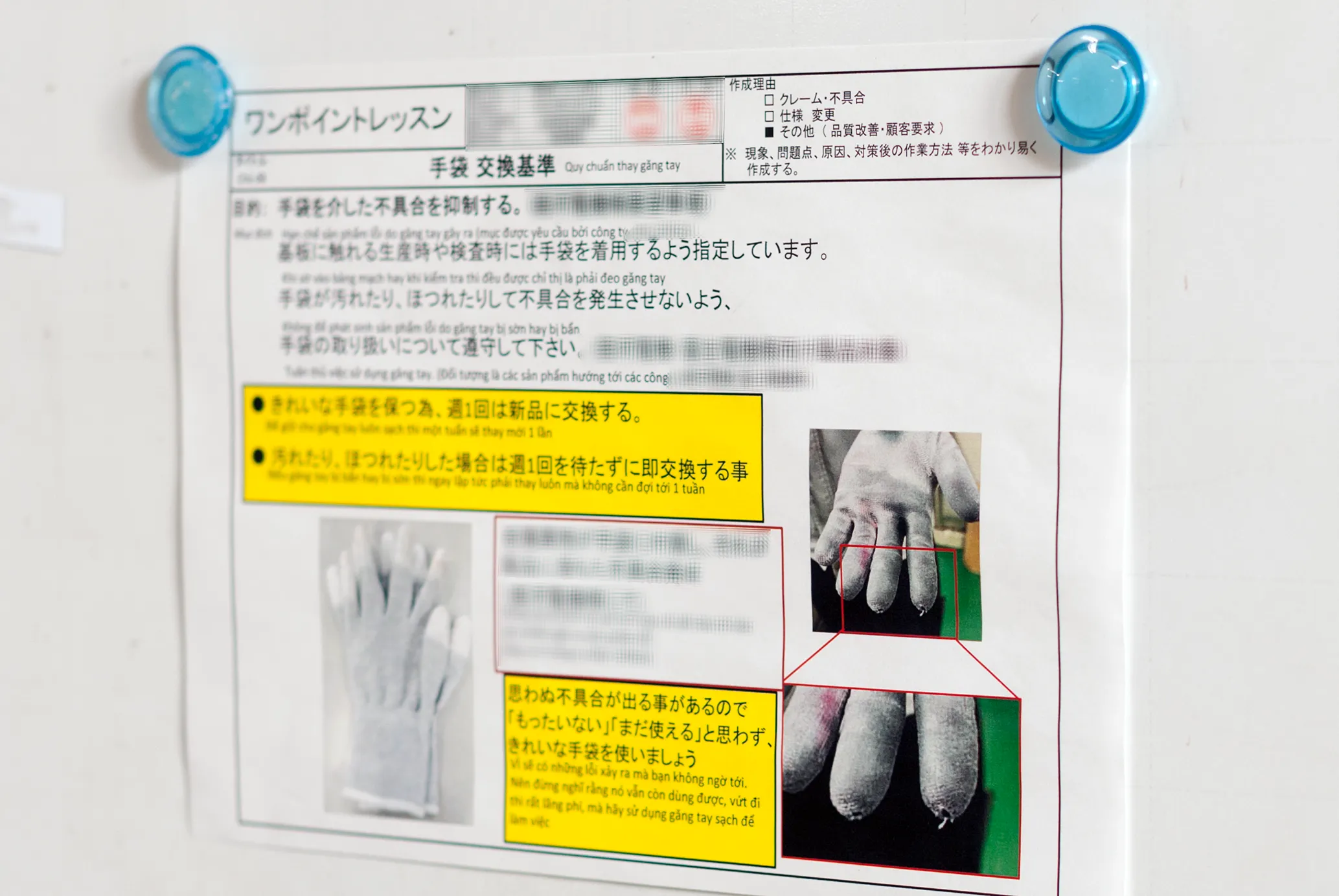
ものごとには理由があります。製造現場でなぜ鉛筆、シャープペンシル、消しゴムを使ってはいけないのか、その理由やリスクも明記します。
1度起きたことは、また起きる場合があります。2度起きたことは、間違いなく3度目もあり、それ以降も繰り返されます。
仕事内容を問わず、痛いほど実感します。

安曇川電子工業|あどがわ
@adogawa_e
·
9月30日
当工場のコンセプトは、“魅せる”工場です。
当社が携わった製品で社会を、お客さまを“魅せる(魅了する)”ためにはまず、従業員を“魅せる”こと、つまり、誇りをもって働ける職場環境を作り、社内風土を醸成することが大切です。
同地域の3社と経済産業省の方が先日、工場見学にいらっしゃいました。


工場見学は当社を紹介する機会である一方、連携を怠れば現場に不安を与えることになります。
見学前には、誰が、何の目的で来社されるのかという情報を、また見学の後には、「整理された現場で工夫が見えた」「気持ちの良い挨拶で、雰囲気の良さが伝わった」など、現場へのフィードバックも大切です。


誇りをもって働ける社内には、当事者意識が欠かせません。ただ社内には、当事者意識という言葉だけが先行しているように見えます。
当事者意識は、経営層やマネジメント層との情報共有、フィードバックの積み重ねのうえに生まれます。
情報共有やフィードバックを欠いた当事者意識はないと思います。












安曇川(あどがわ)電子工業です。プリント基板・部品調達〜基板実装、電気機械器具組立まで、
関西・近畿一拠点で一貫生産体制を整えています。
製造工程を当社にお任せいただくことで、お客さまの有限資源(ヒト、モノ、カネ、トキ)を、
企画や開発、設計などの中核能力に集中していただけます。
基板の製造、量産時の組付けや検査工程の改善 、コーティング(防湿処理)のご相談も、
関西、近畿圏はもちろん、全国各地からお受けします。
プリント基板実装に関して37年(1987年〜)の実績があります。
高精度・高品質な製品と技術ノウハウを提供する安曇川電子工業へぜひお問合せください。
古い #写真 がでてきました。安曇川電子工業が #電子部品 の製造を開始した #1973年 ごろ、50年前の #職場風景 です。最先端の仕事を通して、#地域 の #雇用 を創出するという創業の精神は、現在も引き継がれています。 pic.twitter.com/jtsBuvinON
— 安曇川電子工業|あどがわ (@adogawa_e) June 6, 2023
#製造現場 の様子です。撮影日を見ると #1988年。安曇川電子工業の主力事業のひとつ、プリント #基板実装 が始まったのが、前年の1987年です。 pic.twitter.com/HTkIZPdL36
— 安曇川電子工業|あどがわ (@adogawa_e) June 8, 2023
技術ハンドブックを制作しました。#スライド動画 で、いち部分を紹介します。#基板実装 の知識を始め、#試作 から #量産 にかけて #コスト 20%削減の #VA、#VE 事例を掲載しています。
月間PV数47,000超のオフィシャル #ブログ で、常に閲覧数上位の #ポイントディップ 提案事例も掲載しています。 pic.twitter.com/Gxxww0fsGM
— 安曇川電子工業|あどがわ (@adogawa_e) November 30, 2023
✓ #基板実装 の基礎知識が分かる
✓ #製造業 の #品質管理 体制を知りたい
✓ #製品価値 を適切な #コスト で高めたいスライド動画で誌面の一部を紹介します。
資料請求は、こちらからどうぞ。https://t.co/CG3vcw54jt#安曇川電子工業 #あどがわ pic.twitter.com/1jSBXlrTyq— 安曇川電子工業|あどがわ (@adogawa_e) January 27, 2024