基板実装・電気機械器具組立の安曇川電子工業|滋賀
営業時間:平日 8:30~17:35
phone0740-32-3333
phone0740-32-3333

担当者から御社に最適なご提案をさせていただきます。

 はんだは、錫(すず)とその他金属との合金ですが、錫とその他に含有される金属によってさまざまな種類に分類され、用途にあわせて適切なはんだが選ばれています。
はんだは、錫(すず)とその他金属との合金ですが、錫とその他に含有される金属によってさまざまな種類に分類され、用途にあわせて適切なはんだが選ばれています。
はんだがあることによって、はんだ付けされる部分の金属とはんだの接合面に「合金層」が作られ、電気的に接続できるようになります。
そこで今回は、電子機器が安定して作動するために大きな役割を果たしているはんだについて、プリント基板の表面実装ではんだを利用している安曇川電子工業が解説します。
目次
はんだとは、金属などの接合に用いる錫(すず)を主成分とした合金のことを指します。
この合金を熱で溶融し、プリント基板への電子部品の固定や金属同士の接合に使用しますが、この工程をはんだ付けと呼びます。
はんだは、物理的に基板と部品を接合するだけではなく、電気的に接合することが大きな役目です。はんだによって、基板や部品に安定して電気が届き、電子機器が作動しています。
はんだは、一般的に錫の含有率により金属用と電気用とに大別されますが、私たち安曇川電子が扱うプリント基板では、基板と部品を接合するために電気用のはんだを用いています。
従来はんだには、鉛が入った共晶はんだと呼ばれるものが一般的に使われていました。
しかし、鉛が有害物質であることや昨今の世界的な環境保全への取り組みもあり、2006年EUで施行されたRoHS指令により鉛入りはんだの使用が制限されることになりました。
現在では、鉛の入っていない「鉛フリーはんだ」の使用が主流になっています。そして特別な指定が無い限り、鉛入りはんだは使用しません。
では、鉛入りはんだと鉛フリーはんだにはそれぞれどのような特徴があるのかご紹介します。
鉛入りはんだは融点が約183℃と低く、はんだ付けがしやすい点が大きな特徴です。作業性が良く、またこれからご紹介する鉛フリーはんだよりも融点が低温であることから比較的安全に扱うことができます。
また、「濡れ性」がよいとも言われています。「濡れ性」とは作業者間の造語ですが、はんだごてを当てて、すっと引くと接合面がするっと綺麗になる様子を指します。
鉛入りはんだは、はんだ付け後の表面も光沢があり、山の形のように滑らかに裾が広がるので部品が接合しやすく、作業者にとって扱いやすいものでした。
鉛フリーはんだは、錫:96.5%、銀:3.0%、銅:0.5%の成分で構成されたものが主流であり、融点は約217℃と、鉛入りはんだより約30℃高いです。
鉛フリーはんだを利用する一番のメリットは、所定の環境基準を順守しているため、国内外向けのどの製品でも鉛フリーはんだを使用していれば環境面では問題がないことがあげられます。
国内の規制は現在では設けられてはいませんが、環境志向や輸出制限もあり、鉛フリーはんだを採用している企業が多くなっています。
しかし、はんだの融点が高いということは、はんだが溶融しにくいということで、作業時間の長時間化に繋がってしまいます。また、はんだを溶かすために高温にすれば、熱に弱い部品に影響を与える恐れもあるため扱いには注意が必要です。
また、濡れ性の面でも鉛入りはんだと比較すると悪くなるため、ランドをはんだが綺麗に覆わないという現象も起きてしまいます。
技術面以外でも、鉛フリーはんだ自体が高価であるため実装費用が高くなるデメリットも持ち合わせています。なお、価格を抑えるために錫、銅はんだ(銀なし)もよく使われます。

鉛入りはんだは、多くの電子部品で使うことができなくなっており、使用分野も限定的ではありますが、その種類と用途を以下にご紹介します。
共晶はんだは、錫:63%、鉛:37%が含まれているはんだで、鉛入りはんだの中では主流で汎用性も高いものです。
この錫と鉛の割合が、融点を低くする要因となるため、さらに作業効率を向上させることができ、手はんだ付けの場合でも作業しやすい点が広く利用されていた理由です。
また、共晶はんだは濡れ性が良いという特徴があり、金属同士を隙間なく密着させて接続することができます。
一般的に、鉛の含有量が大きいほど融点が高くなりますが、高温はんだは、鉛の含有量を増やして共晶はんだより融点を高くしたもので、錫、もしくは鉛をベースに銀、アンチモン、インジウムなどが配合されています。
電子部品内部やリードのはんだ付けなど、高温の環境で溶融しては困る箇所などに使用されます。
低温はんだは、共晶はんだより融点が低く、使用する部品の耐熱温度が低い場合などに使用します。構成される成分は、錫または鉛をベースにカドニウム、ビスマス、インジウムなどです。
低温はんだは融点が低いため、電子部品や基板を損傷することなく部品を取り外すことが可能ですが、接合強度は弱いため電子部品では使用されることはあまりありません。
現在、市販の家電製品に使われるはんだはほとんどが鉛フリーはんだだと言われています。そこで、環境や人体にも優しい鉛フリーはんだの種類と用途をご紹介します。
鉛フリー低温はんだは、錫にビスマスを配合したはんだで、融点は約138~170℃と低く、弱耐熱部品に使用することができるのが大きな特徴です。
また濡れ性も高く、基板の表面実装時に基板のランド全体にはんだが上手く濡れ広がる傾向にあります。
鉛フリーステンレス用はんだは、ステンレス接合用や補修に用いられるものです。
ステンレスは、素材の表面に錆を防止する酸化皮膜があるため、はんだ付けしにくく、高温で短時間ではんだ付け作業をおこなわなければなりません。
鉛フリーステンレス用はんだは、構成する素材は通常の鉛フリーはんだと同様ですが、ステンレス表面の薄い酸化膜を除去するために、フラックス(はんだ付け促進剤)に強酸性のものを使用しています。
はんだは基板に部品を実装するにあたって非常に重要な材料であり、実装方法により採用するはんだの種類が変わります。
部品の熱耐性等を踏まえて適材適所のはんだを使用することが大切なので、ここでは、実装用途別にはんだの種類をご紹介します。
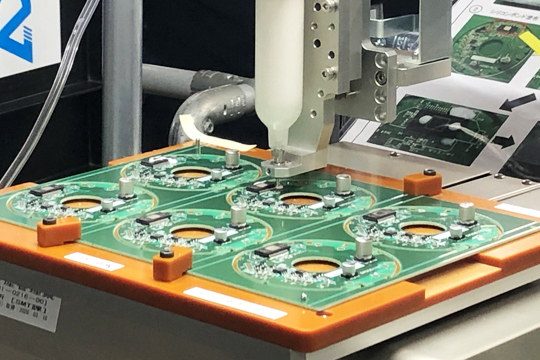
はんだペーストは、基板を製造して表面実装部品を基板のパッドに接続するときに使用するはんだの一種で、金属粉とフラックスのペースト状の複合材料です。マウンターを使った表面実装に使用します。
板金加工や電気工事など、比較的大きな面積やワーク(材料や部品)のはんだ付け作業の際に、広く使用されています。
大きな特徴として、はんだの形が崩れない印刷性と、実装した部品をしっかりと保持する粘着性に優れている点が挙げられます。
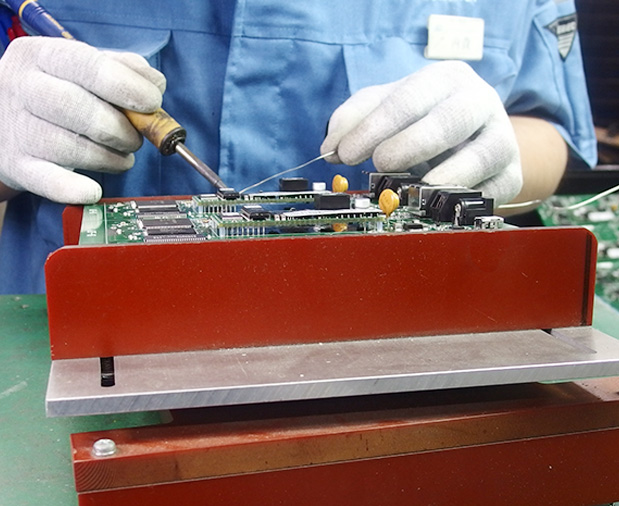
糸はんだは、はんだごてを使い電子部品をはんだ付けする際に使用します。
見た目は細い金属の線材ですが、中にフラックス(はんだ付け促進剤)が入っており、はんだ付けしやすい点が特徴です。はんだごてで糸はんだを溶かし、実装をします。
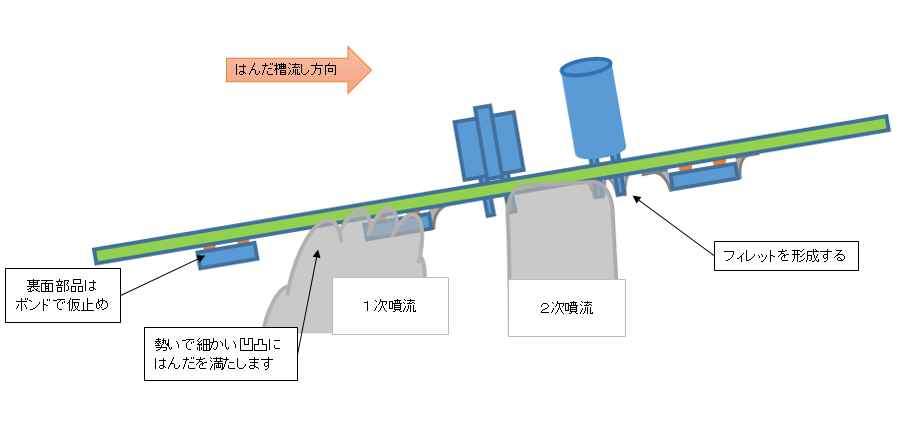
棒はんだは、フロー半田槽で用います。棒はんだを溶融させたはんだ槽で、挿入された部品の端子と基板のランドをはんだ付けする工法で使用します。
糸はんだと比較して、はんだ表面にできる細かいクラックの発生を低減し、はんだ付けで、リードとランド間にできるはんだの形状も向上します。
今回は、基板に部品を実装する際に欠かせないはんだについてお伝えしましたが、安曇川電子では、工程にあったはんだを用いて部品の表面実装を行っており、必要があれば手作業でのはんだ付けも実施しております。
安曇川電子工業はプリント基板の表面実装 、手挿入部品のフロー半田、ユニット組立を専門に行う会社です。
基板設計者の方が製図した基板の機能を維持しつつ、量産時に不具合やコストアップを招かないよう変更提案を行うVA・VE提案を得意とするほか、基板実装だけでなく、ユニット・制御機器のOEMメーカーとしての実績も多数保有しています。
など、
プリント基板実装に関して25年の実績があり、高精度・高品質な製品と技術ノウハウを提供する安曇川電子工業株式会社へお問合せください。

担当者から御社に最適なご提案をさせていただきます。